פאַבריק סאַפּלייינג שטאַרבן פאָרמינג לאַליפּאַפּ פּראָדוקציע שורה



שטאַרבן פאָרמינג לאַליפּאַפּ שורה
פֿאַר פּראָדוקציע פון די געשאפן לאַליפּאַפּ, גומע צענטער אָנגעפילט לאַליפּאַפּ
פּראָדוקציע פלאָווטשאַרט →
רוי מאַטעריאַל דיסאַלווינג → סטאָרידזש → וואַקוום קוקינג → לייג קאָליר און טאַם → קאָאָלינג → שטריק פאָרמינג → פאָרמינג און שטעקן ינסערטינג → לעצט פּראָדוקטן
שריט 1
רוי מאַטעריאַלס זענען אָטאַמאַטיק אָדער מאַניואַלי ווייד און שטעלן אין דיסאַלווינג טאַנק, קאָכן צו 110 דיגריז סעלסיוס.
שריט 2
בוילד סירעפּ מאַסע פּאָמפּע אין פּעקל וואַקוום קוקער אָדער מיקראָ פילם קוקער דורך וואַקוום, היץ און קאַנסאַנטרייטאַד צו 145 דיגריז סעלסיוס.


שריט 3
לייג טאַם, קאָלירן אין סירעפּ מאַסע און עס לויפן אַנטו קאָאָלינג גאַרטל.

שריט 4
נאָך קאָאָלינג, סירעפּ מאַסע איז טראַנספערד אין פּעקל וואַל און שטריק גרייס, דערווייַל קענען לייגן גומע ין דורך אַ עקסטרודער.נאָך שטריק געטינג קלענערער און קלענערער, עס אַרייַן פאָרמינג פורעם, לאַליפּאַפּ געשאפן און טראַנספערד פֿאַר קאָאָלינג.




די פאָרמינג לאַליפּאַפּ שורה אַדוואַנטאַגעס
1. ניצן קעסיידערדיק וואַקוום קוקער, רעדוצירן די אַרבעט אַרבעט און פאַרגרעסערן פּראָדוקציע עפעקטיווקייַט;
2. פּאַסיק פֿאַר פּראַדוסינג גומע צענטער-אָנגעפילט לאַליפּאַפּ;
3. אָטאַמאַטיק פליסנדיק שטאָל קאָאָלינג גאַרטל איז אַפּשאַנאַל פֿאַר בעסער קאָאָלינג ווירקונג;
4. הויך גיכקייַט פאָרמינג מאַשין איז אַפּשאַנאַל פֿאַר ינקריסינג די קאַפּאַציטעט.
אַפּפּליקאַטיאָן
1. פּראָדוקציע פון לאַליפּאַפּ, גומע צענטער אָנגעפילט לאַליפּאַפּ.


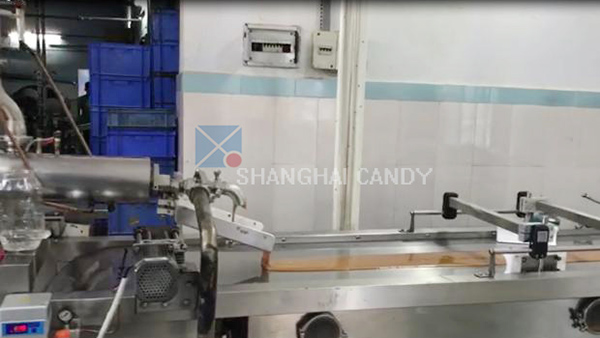
די פאָרמינג לאַליפּאַפּ שורה ווייַזן




טעכניש ספּעסאַפאַקיישאַנז
| מאָדעל | TYB400 |
| קאַפּאַציטעט | 300 ~ 400 קג / ה |
| זיסוואַרג וואָג | 2~18ג |
| רייטאַד רעזולטאַט ספּיד | מאַקסימום 600 פּקס / מין |
| גאַנץ מאַכט | 380 וו / 18 קוו |
| פּאַרע פאָדערונג | פּאַרע דרוק: 0.5-0.8מפּאַ |
| קאַנסאַמשאַן: 300 קג / ה | |
| ארבעטן צושטאַנד | צימער טעמפּעראַטור: <25℃ |
| הומידיטי: ~55% | |
| גאַנץ לענג | 20 ם |
| גראָב וואָג | 6000 קג |





